
Products






Rubber lined butetrfly valve
Brief description:
Rubber lined Butterfly Valve, internally with ebonite lining of thickness 3mm or 5mm, widely applied in the sewage, chemical industry, sea water treatment and desalinization project etc.
Design standard: BS EN593, AWWA C504, API 609
Face to face length: EN558-1/ISO5752 series 14 or Series 13, AWWA C504
Size: DN300 – DN3600/12″-144″
Pressure rating:PN6- PN10-PN16-PN25-PN40/75psi-150psi-250psi-350psi-580psi


Product description
All the rubber lined butterfly valves of high reliability, robust design in accordance to the worst prevailing ambient conditions.
Ebonite lining: has good chemical stability, excellent chemical corrosion resistance and organic solvent resistance, low water absorption, high tensile strength and excellent electrical insulation etc.features.
All the rubber lined butterfly valves of high reliability, robust design in accordance to the worst prevailing ambient conditions.
Ebonite lining: has good chemical stability, excellent chemical corrosion resistance and organic solvent resistance, low water absorption, high tensile strength and excellent electrical insulation etc.features.
The ebonite lining forms a continuous covering layer on the substrate adding the special design and process of the joint to completely isolate the ferrous substrate from the service medium, thus to ensure the product’s long service time.
For the corrosive service fluid, it will be a much more cost effective solution.
The area to be protected by ebonite lining shall be sand blasted to expose metal white and reach cleanliness Sa 2.5 to ISO 8501 and roughness medium G to ISO 8503.
Under the environment with humidity not exceeding 60% and temperature of 15-40 ℃, use the necessary lining tools such as pressure roller and scraper to completely compact the rubber sheet and the substrate according to the strict process procedures and requirements.
The ebonite lining vulcanization processed with hot air or steam in the vulcanization kettle.
The subsequent process can only be started after passing various test and inspection(visual inspection, electric spark detection to holidays/pinholes/cracks, adhesion test and hardness test etc.)
The hardness range shall achieve Shore D 75±5.


External corrosion protection: the following painting system is provided to suit the application of C5 corrosivity category according to EN ISO 12944-2,
Epoxy zinc-rich primer – 60μm, Epoxy micaceous iron/ intermediate paint – 120μm, Acrylic polyurethane finish paint – 60μm, Total dry fill thickness(DFT) 240μm
Epoxy glass flake primer- 80μm, Epoxy glass flake paint two layer – 160μm, Total dry fill thickness(DFT) 240μm
All the internal and external fastenings such as nuts, bolts, screws and fittings shall be of stainless steel grade 316L or duplex stainless steel
All the rubber lined butterfly valves suitable to be fixed in vertical position or horizontal position.
The lifting eye/lifting hook fixed in the suitable position so that valve can be lifted in vertical or horizontal position.



Specifications
|
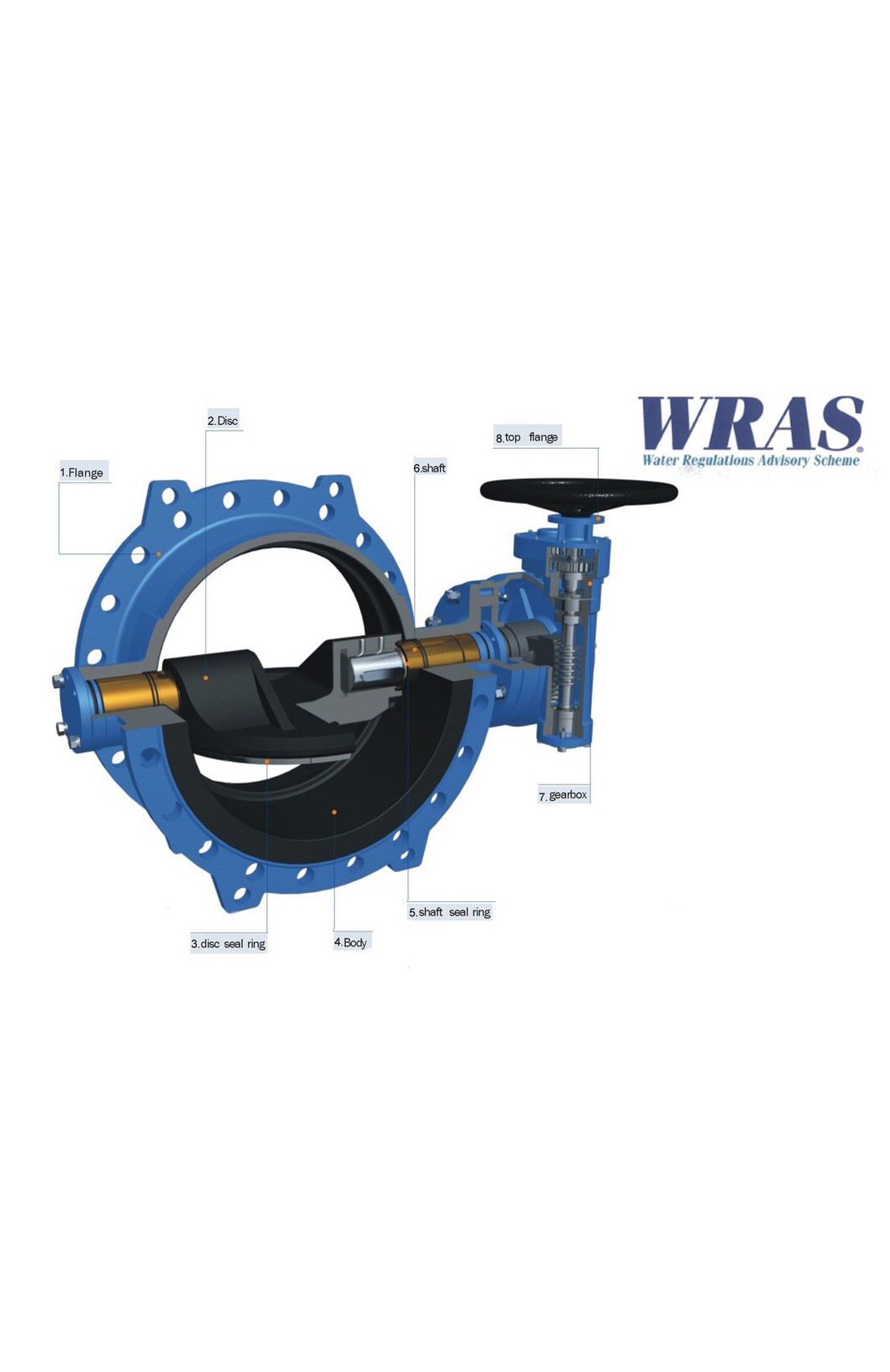
Name |
Material |
|
Body |
GJS500-7/ GJS400-15/ WCB+ rubber lining |
|
Disc |
GJS500-7/ GJS400-15/ WCB+ rubber lining |
|
Shaft |
SS420/SS431/Duplex 1.4462 |
|
Disc seal ring |
EPDM |
|
Retainer ring |
Carbon steel +epoxy/ SS304/ SS316 |
|
Shaft bearing |
AL-bronze |
|
O ring |
EPDM |
|
Pin |
SS420 |
|
Key |
SS420 |
|
Packing gland |
Carbon steel +epoxy |
|
Connection flange |
Carbon steel +epoxy |
|
End cover |
Carbon steel +epoxy |
(Other Material are available on request)
Subscribe Now
An unmatched level of quality and serviceWe provide professional customized services for groups and individualsWe optimize our service by nsuring the lowest price.



